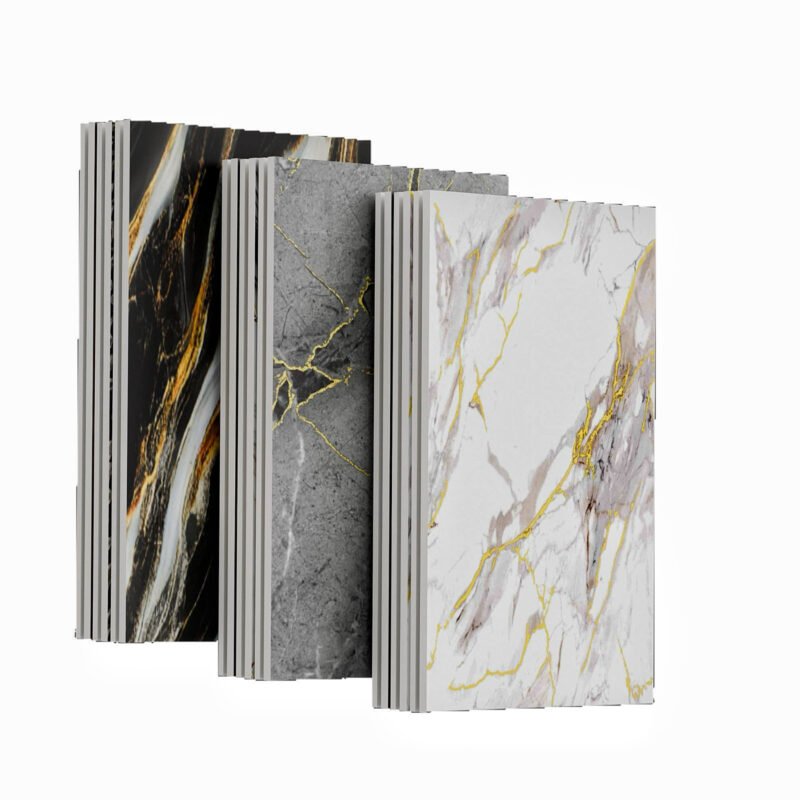
PVC foam board is a lightweight yet sturdy material produced by blending PVC resin with specific additives and applying heat. The result is a material that is lightweight, durable, and highly versatile, finding applications in fields such as construction, furniture manufacturing, and advertising. The production of PVC foam board relies primarily on the extrusion process. In this blog post, we invite you to step inside a PVC foam board production line to gain an in-depth understanding of its manufacturing process.
PVC Foam Board Manufacturing Process
Before stepping into the PVC foam board production line, let us first understand the three main methods involved in the PVC foam board manufacturing process:
- Free-expansion foaming extrusion: The PVC melt expands freely after exiting the die head. The resulting sheet features a relatively soft surface and exhibits a uniform, porous structure throughout.
- Celuka Extrusion Process: Upon exiting the die, the extruded material immediately enters a sizing unit. The surface cools rapidly to form a dense, rigid outer “skin,” while the internal core simultaneously foams and expands inward. The resulting boards exhibit robustness, feature a smooth surface, and possess high impact resistance.
- Co-extrusion: This process employs two or more extruders that feed into a single die to produce multi-layer sheets. Typically, the process sandwiches a foamed PVC core layer between two outer layers of solid (unfoamed) PVC, which imparts exceptional surface hardness and structural integrity to the sheet.
PVC Foamed Board Production Line
Regardless of the extrusion technique employed—whether free foaming, Celuka, or co-extrusion—a typical PVC foam board production line follows the following sequential steps:
1. Raw material preparation and mixing
The entire process begins with the preparation of the PVC mixture. Its main component is PVC resin powder, which workers must mix with various key additives in a high-speed mixer.
- Foaming agent/blowing agent: a chemical substance that decomposes and releases gas at a specific temperature, used to form the honeycomb structure unique to foam materials.
- Heat stabilizers: used to prevent PVC from degrading or charring during high-temperature extrusion.
- Lubricant: ensures that molten plastic can flow smoothly inside the equipment.
- Fillers: add additives, such as calcium carbonate, to improve the structural stability of the material and reduce production costs.
- Fluorescent Brightener: used to give boards a specific color (white is the most common standard color in the industry).
After mixing, the system cools the resulting mixture and stores it in a silo or hopper, where it awaits transport to an extruder for further processing.
2. Melting and Extrusion
The mixed compound is fed into an extruder.
- Inside the extruder barrel, twin screws rotate and propel the material forward.
- Through frictional heat and the action of the external heater of the barrel, the material temperature gradually rises to between 160°C and 200°C.
- High temperatures melt PVC powder into a viscous, dough-like plastic melt; at the same time, the high-pressure environment inhibits premature expansion of the foaming agent.
3. Molding and foaming (mold head)
The extruder forces molten plastic through a flat metal die with a specific shape (i.e., a “T-die”).
- As the material leaves the high-pressure environment inside the mold and enters the normal-pressure environment, it activates the foaming agent.
- The gas trapped inside the material expands, forming an internal microporous foam structure. This stage effectively determines the final density, thickness, and width of the board.
4. Shaping and Cooling
Once the material completes the foaming process, the cooling system must immediately shape the high-temperature, plasticized sheet into its final size.
- A continuous flow of sheet metal passes through a vacuum shaping unit; this unit consists of a series of shaping plates that, through vacuum adsorption, cool the sheet metal while ensuring that its thickness and flatness strictly meet tolerance requirements.
- Subsequently, the sheet material enters a water-cooling tank or spray cooling system, which permanently cures the plastic material into its final rigid sheet shape.
5. Traction and mulching
A traction machine (usually a rubber roller or track structure) pulls a continuous rigid sheet forward along the production line at a constant and synchronous speed.
- If workers need to protect the board from scratches during transportation, they apply a protective film to the surface at this stage.
6. Cutting and stacking
When the continuous sheet material reaches the end of the production line, the sensor measures its length.
- Automatic cross-cutting saws cut boards into standard commercial sizes (typically 4×8 feet or 1220×2440 mm) .
- Machines then trim the edges of the boards; after workers mechanically stack and inspect the quality of the product, they place the finished boards on pallets for shipment.
Applications of PVC Foam Board
Thanks to its unique combination of properties, PVC foam board has become a versatile material widely utilized across numerous industries. Depending on its density and surface quality, the application areas for PVC foam board are as follows:
| Application areas | Typical applications | Advantages |
| Advertising & Signage | – Indoor Signage, Outdoor Advertising Panels- UV Printing Substrates, Exhibition Displays | Excellent printability, lightweight, durable, resistant to deformation, and a smooth, flat surface. |
| Furniture Industry | – Cabinets, Wardrobes, Bathroom Vanities, Shelving Units, and Door Panels- Outdoor Furniture, including Patio and Garden Fixtures | Excellent moisture resistance, resistant to rot and deformation, termite-proof, and strong screw-holding power (especially for Celuka boards). |
| Architecture & Structures | – Wall Panels, Ceilings, Wall Cladding- Door and Window Profiles, Partition Walls, Concrete Formwork | It features excellent thermal and acoustic insulation properties, as well as superior structural stability and corrosion resistance. |
| Transportation Sector | – Public Transportation and RV Interiors- Marine Applications | Excellent flame retardancy, moisture resistance, corrosion resistance, and waterproofing properties. |
| Industrial & Specialized Applications | – Chemical Industry | Corrosion Resistance and Chemical Properties. |
Because PVC foam boards offer superior comprehensive performance and a wide range of applications, you should select specific manufacturing processes and sheet thicknesses based on your intended application’s requirements. Please refer to the table below for guidance:
| Select application based on board type | |
| Board type | Best application areas |
| Free foam board | Advertising, display, printing |
| Celuka foam board | Furniture, cabinets, construction |
| Co-extruded foam board | High-end furniture and signage |
| High-density PVC board | Industrial and structural applications |
| Thickness Selection Guide | |
| thickness | Typical application areas |
| 1–3 mm | Printing and Graphics |
| 4–8 mm | Advertising display board |
| 9–18 mm | Furniture and cabinets |
| 20–30 mm | Building and Industrial Panels |
In summary
The evolution of PVC foam board began in the post-war era in response to the demand for lightweight plastics and has since grown into a global industry. Since then, the material has blossomed into a global industry. As society advances, innovation propels PVC foam board into entirely new realms of application. Its value no longer resides merely in lightweight properties and durability; instead, it increasingly stems from the material’s intelligent, multifunctional, and sustainable attributes. This evolutionary trajectory has established PVC foam board as an indispensable core material across numerous critical sectors—ranging from sustainable architecture to next-generation transportation.
FAQ :
Q: Why does the board surface turn yellow?
The reason is either excessive extrusion temperature or insufficient thermal stability. When this occurs, you should lower the processing temperature. If the situation does not improve, you can adjust the formulation to enhance stability by appropriately increasing the amounts of stabilizers and lubricants. You can try these adjustments sequentially: first, increase the stabilizer content to observe the effect, and then adjust the lubrication to achieve a proper balance; this approach will quickly help you pinpoint the root cause of the problem.
Q: Why do voids, bubbles, or delamination appear in the cross-section of the board?
It is because the melt strength is insufficient. The factors that lead to insufficient melt strength include: First, an excess of blowing agent, an insufficient amount of foaming regulator, an improper ratio between the two, or quality issues with the foaming regulator itself. Second, poor plasticization, a processing temperature that is too low, or excessive lubrication. In such cases, you should first appropriately reduce the amount of blowing agent to observe the effect; if this yields little improvement, you can add an appropriate amount of foaming regulator or switch to a regulator that provides higher melt strength. Alternatively, if the issue stems from poor plasticization, you can appropriately increase the processing temperature or reduce the amount of lubricant used.
Q: Why does the board surface exhibit uneven thickness?
The root cause of this problem is uneven material discharge from the die. The first step is to adjust the die lip opening; if the flow rate is excessive, you can adjust the flow restrictor bar. Secondly, you can adjust the formulation: if the board is thicker in the center and thinner at the edges, it indicates that the melt fluidity is relatively poor; in this case, you can appropriately increase the internal lubrication or decrease the external lubrication.
Reference Sources
Plastic Additives & Compounds – https://www.sciencedirect.com/
Society of Plastics Engineers (SPE) – https://www.4spe.org/