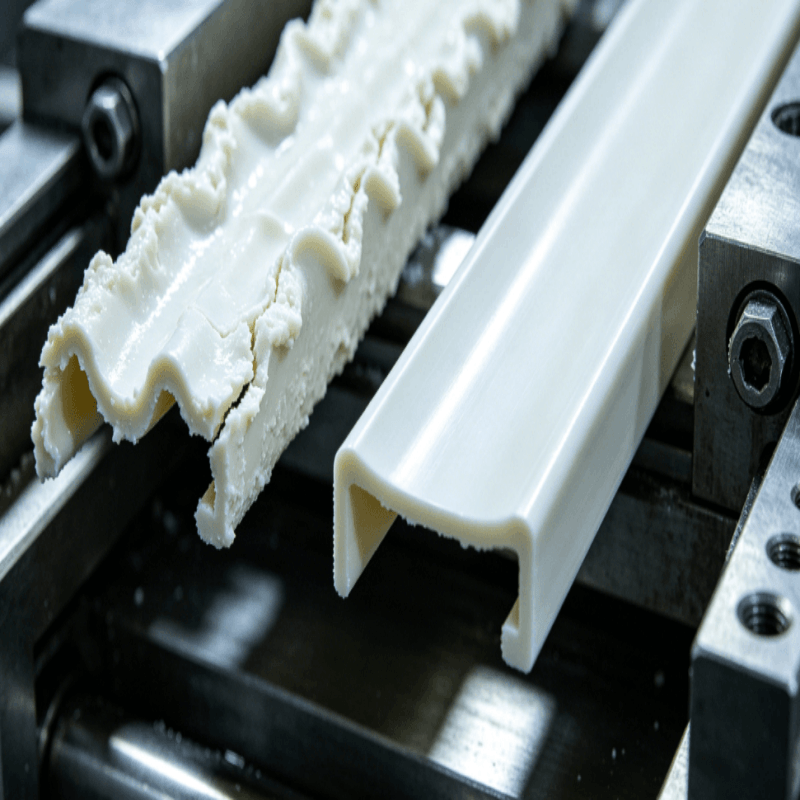
Selecting the right lubricant system is the difference between a high-quality PVC profile and a costly production failure. In PVC profile extrusion, the window for thermal stability is narrow. Without precise lubrication, processors face issues like melt fracture, surging, or “plate-out” on the die.
Lubricants are not just additives; they are processing aids that manage friction at two critical levels. One occurs between the PVC molecules themselves (internal). The other occurs between the PVC melt and the metal surfaces of the extruder (external). Achieving the “perfect balance” is the goal of every extrusion engineer.
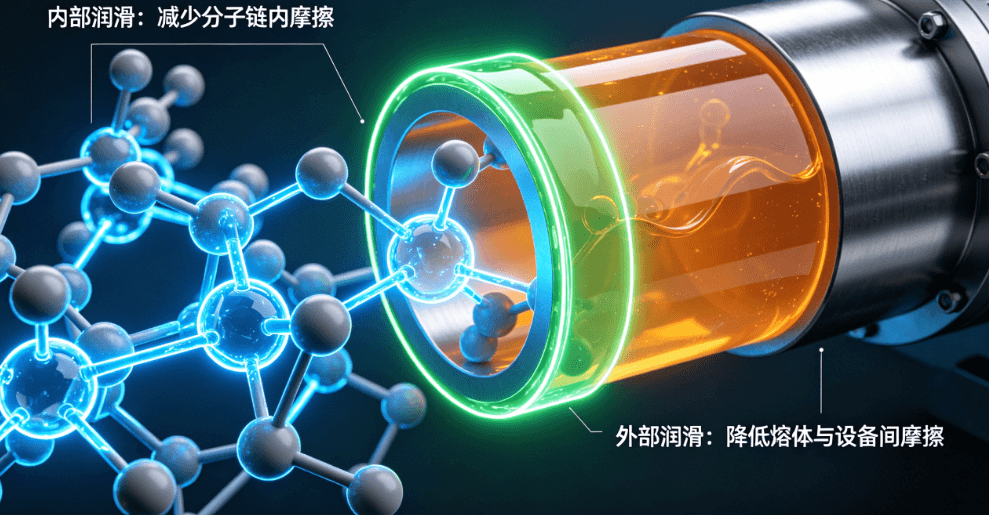
The Role of Internal vs. External Lubrication
In profile extrusion, the lubricant system must be tailored to the specific geometry of the die and the screw design.
Internal Lubricants
These additives, such as fatty acid esters or certain polar waxes, work within the PVC resin matrix. They reduce the melt viscosity by lowering the friction between polymer chains. This results in lower heat generation during the shear process. Effective internal lubrication ensures a more uniform melt and improves the mechanical properties of the final profile.
External Lubricants
Materials like paraffin wax or non-polar polyethylene (PE) wax migrate to the surface of the melt. They form a thin film between the PVC and the metal walls of the barrel and die. This prevents the polymer from sticking to the equipment. Without sufficient external lubrication, the PVC will overheat, degrade, and cause surface defects.
Comparison of Common PVC Lubricants
Different chemical compositions offer varying degrees of efficiency. The following table compares the primary lubricants used in commercial profile production.
| Lubricant Type | Primary Function | Heat Stability | Impact on Surface Gloss | Common Application |
| PE Wax | External | High | Excellent | General PVC profiles, pipes |
| OPE Wax | Internal/External | Very High | Superior | High-speed extrusion, WPC |
| Stearic Acid | External | Moderate | Medium | Low-cost formulations |
| Paraffin Wax | External | Low | Low | Thick-walled pipes |
| Lead/Tin Stabilizers | Internal (Secondary) | High | High | Heavy-duty industrial profiles |
Strategic Selection: PE Wax and OPE Wax
For technical profiles requiring tight tolerances, high-density Polyethylene (PE) wax and Oxidized Polyethylene (OPE) wax are the industry standards.
Polyethylene (PE) Wax
PE wax provides excellent metal release. It is particularly effective in preventing the PVC melt from adhering to the screw during high-shear operations. This reduces the risk of “burning” or localized degradation. In profile extrusion, PE wax helps maintain a consistent flow rate, which is vital for dimensional stability.
Oxidized Polyethylene (OPE) Wax
OPE wax contains functional groups that allow it to act as a potent external lubricant while providing some internal lubrication. It is highly valued for its ability to improve surface gloss and clarity. Because OPE wax has a higher melting point, it stays effective even at the high temperatures required for complex profile shapes.
Critical Factors in Profile Extrusion Lubrication
When evaluating a lubricant for a new profile formulation, engineers must consider several technical KPIs.
1. Fusion Time Control
The lubricant must delay fusion until the material reaches the correct zone in the barrel. If fusion happens too early, the torque increases, leading to equipment wear. If it happens too late, the melt will not be homogeneous, causing structural weaknesses in the profile.
2. Plate-out Resistance
“Plate-out” refers to the unwanted deposition of additives on the die or calibrator surfaces. This is often caused by an oversupply of external lubricants or poor compatibility. High-quality PVC lubricants are engineered to remain stable within the melt, minimizing downtime for die cleaning.

3. Synergy with Stabilizers
Lubricants do not work in isolation. They interact with the thermal stabilizer system—whether it is Lead-based, Calcium-Zinc (Ca-Zn), or Organotin. For instance, Ca-Zn systems often require more sophisticated lubrication to compensate for their inherent processing characteristics compared to traditional lead stabilizers.
Manufacturing Logic: Optimizing the Dosage
More is not always better. Excessive lubrication can lead to “slippage,” where the screw fails to move the material forward. This results in a drop in output and poor gelation.
In high-filler formulations (such as those using high levels of Calcium Carbonate), the demand for lubrication increases. The filler creates additional internal friction. A balanced “one-pack” lubricant solution can often simplify this by pre-measuring the ratios of PE wax, stearic acid, and internal esters.
Industrial Implementation and Sourcing
For manufacturers, sourcing consistent chemical grades is essential for long-term production stability. Inconsistent lubricant quality leads to “drifting” process parameters. This causes rejects and increases energy consumption.
MKQCHEM provides a specialized range of PVC lubricants, including high-purity PE waxes and OPE waxes, designed for the rigors of profile extrusion. Their products focus on enhancing the fusion behavior and surface aesthetics of PVC-U and PVC-P applications. When selecting a supplier, prioritize those who offer technical data sheets (TDS) that specify melting points, viscosity, and acid values, as these directly impact your extruder settings.
FAQ
Q: How does ambient temperature affect PVC lubrication?
A: High ambient temperatures in the factory can slightly lower the cooling efficiency of the barrel. This may require a minor increase in external lubrication to prevent sticking, or a decrease in internal lubrication to manage melt temperature.
Q: Can I replace Stearic Acid with PE Wax?
A: Not entirely. Stearic acid provides a specific type of early-stage external lubrication. PE wax is more effective at higher temperatures. They are usually used in combination to provide lubrication throughout the entire temperature gradient of the extruder.
Q: What are the signs of “over-lubrication” in a profile?
A: Common signs include a dull surface finish, poor weld-line strength, difficulty in sizing/calibration, and a noticeable drop in motor torque and output.
Q: Is OPE wax necessary for all PVC profiles?
A: It is highly recommended for high-speed extrusion and profiles with complex cross-sections. For simple, thick-walled profiles, standard PE wax may suffice, but OPE wax offers a broader processing window.
Reference Sources
- ASTM D2538: Standard Practice for Fusion of Poly(Vinyl Chloride) (PVC) Compounds Using a Torsional Rheometer.
https://www.astm.org/d2538-18.html - Vinyl Institute: Technical resources on PVC processing and additive functionality.
https://www.vinylinfo.org/ - Journal of Vinyl and Additive Technology: Research on the synergistic effects of waxes in PVC formulations.
https://onlinelibrary.wiley.com/journal/15480585