PVC foam board production is a high-precision chemical engineering process. It requires a delicate balance between thermal stability, melt strength, and gas evolution. When this balance shifts, manufacturers face costly defects that compromise structural integrity and surface aesthetics.
At MKQ, we specialize in the chemistry behind these materials. We understand that “pvc foam board defects” are rarely the result of a single factor. They usually stem from a mismatch between the extruder settings and the additive formulation.
Why Do PVC Foam Board Defects Occur?
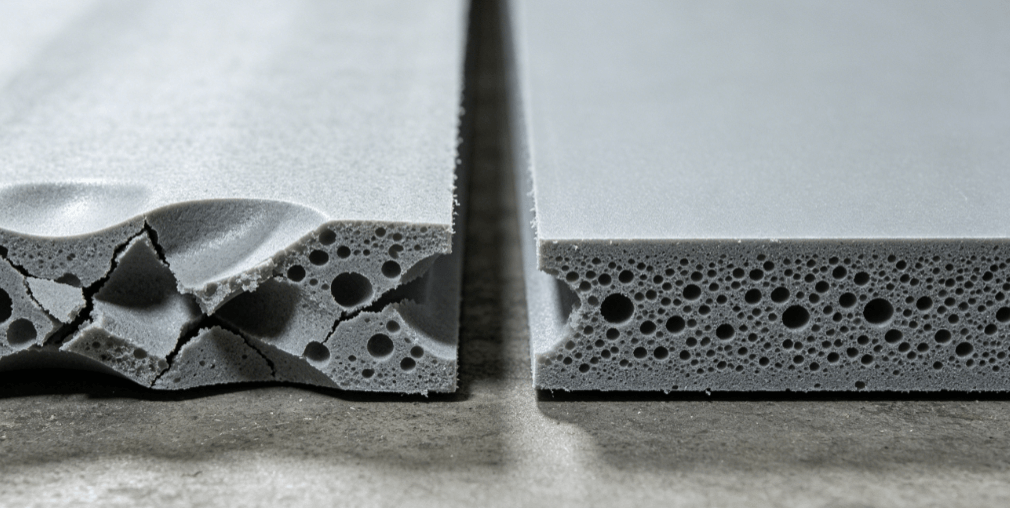
Most defects originate in the gelation phase. PVC is inherently heat-sensitive and has low melt strength. To transform it into a lightweight, rigid board, we must introduce a foaming agent and a regulator.
If the internal pressure of the gas exceeds the strength of the PVC melt, the cells collapse. If the heat stability is insufficient, the board discolors. Understanding these “pvc foam board defects” requires looking at the synergy between the resin and the additives.
Troubleshooting Common Visual and Structural Defects
| Defect Type | Primary Symptom | Root Chemical Cause | Recommended Adjustment |
| Yellowing | Yellow or brown tint in the core or surface | Thermal degradation of PVC resin | Increase heat stabilizer or adjust lubrication |
| Cell Rupture | Large internal holes or “dragonfly” marks | Insufficient melt strength | Increase foaming regulator dosage |
| Surface Roughness | “Shark skin” or grainy texture | Poor plasticization or external lubrication | Balance internal/external lubricants |
| Warping | Curvature after cooling | Internal stress or uneven cooling | Adjust cooling water temp or puller speed |
| Thinning | Board thickness lower than die setting | Excessive external lubrication | Reduce PE wax or stearic acid |
Solving the Problem of Large Cells and Rupture
One of the most frequent “pvc foam board defects” is the appearance of large, uneven cells. This usually happens because the melt is too “weak” to hold the gas generated by the blowing agent.
In our experience at MKQ, this is often a failure of the foaming regulator. We recommend using high-molecular-weight acrylic processing aids. These additives create a molecular “web” that increases melt elasticity. Without this elasticity, gas bubbles merge into large voids, reducing the board’s density and strength.
Addressing Surface Yellowing and Decomposition
Yellowing is a clear sign that the PVC is burning. This occurs when the material stays in the barrel too long or the stabilizer is insufficient.
We often see this in thick board production where the core temperature remains high for extended periods. To solve this, we focus on the stabilization system. It is also vital to check if the internal lubrication is too high. High internal friction generates “shear heat,” which leads to localized decomposition even if the heater settings seem correct.
Managing Thickness Variations and Dimensional Instability
If your board is thicker in the middle than at the edges, the melt flow is uneven. This “pvc foam board defects” issue often relates to the die temperature and lubrication balance.
At our facility, we analyze how the melt interacts with the metal surface of the die. If the external lubrication is insufficient, the PVC sticks to the walls, causing a drag effect. Conversely, too much lubrication causes “slippage,” leading to a loss of control over the board’s dimensions.

How Additive Chemistry Eliminates Production Waste
The key to preventing defects lies in the quality of the chemical components. At MKQ, we provide a comprehensive range of PVC additives and processing aids designed specifically to stabilize the foaming process.
Our laboratory testing shows that consistent gelation timing is the only way to ensure a defect-free run. By using our high-performance foaming regulators and impact modifiers, manufacturers can achieve a wider processing window. This flexibility allows the machine to handle minor fluctuations in temperature or raw material quality without resulting in scrapped boards.
Optimizing the Cooling and Calibration Phase
Not all “pvc foam board defects” happen inside the extruder. Warping and bending often occur during the calibration and cooling stages.
If the cooling is too aggressive on one side, the board develops internal stress. This stress releases later, causing the board to bow. We recommend a gradual temperature gradient in the cooling tanks. Proper alignment of the haul-off unit is also essential to prevent mechanical stretching of the hot board.
FAQ
Q: Why does my PVC foam board have large bubbles in the center?
A: This is typically caused by insufficient melt strength. The gas pressure exceeds the ability of the PVC melt to contain it. We suggest increasing the dosage of your foaming regulator or lowering the processing temperature to increase melt viscosity.
Q: How can I stop the surface of the board from looking grainy?
A: Grainy surfaces, or “shark skin,” usually indicate poor plasticization. You may need to increase the processing temperature slightly or check if your internal lubricant is effectively promoting the fusion of the PVC resin.
Q: What causes the board to turn yellow only in the core?
A: This is known as “core burning.” Because PVC is a poor conductor of heat, the center of a thick board stays hot longer than the surface. You may need a more robust heat stabilizer or a reduction in screw speed to minimize shear heat.
Q: Can recycled PVC content increase defects?
A: Yes. Recycled material often has a different molecular weight and existing heat history. If using regrind, you must increase the stabilizer and processing aid levels to compensate for the degraded physical properties of the recycled polymer.
Q: Is there a way to reduce board density without causing cell collapse?
A: To lower density, you must increase the blowing agent while simultaneously increasing the foaming regulator. The regulator provides the “stretch” needed to allow the cells to expand further without breaking.
Reference Sources
ASTM D6662 – Standard Specification for Polyolefin-Based Plastic Lumber Decking Boards
https://www.astm.org/d6662-17.html
ISO 1183-1:2019 – Plastics – Methods for determining the density of non-cellular plastics
https://www.iso.org/standard/74990.html
SGS – Chemical Testing for PVC and Polymer Additives
https://www.polymersolutions.com/home-2/
British Plastics Federation – PVC Foaming Process Guide
https://www.bpf.co.uk/plastipedia/polymers/PVC.aspx